Industrielle Bildverarbeitung
Die digitale Bildverarbeitung ist eine Schlüsseltechnologie für die Industrie 4.0. Mit Methoden der Bildverarbeitung, der automatischen optischen Inspektion (AOI), werden im Produktionsprozess Objekte gezählt, vermessen, Produkte inspiziert oder codierte Informationen ausgelesen. Typische Anwendungsgebiete sind beispielsweise Mustererkennung, Oberflächen- und Farbinspektionen, Maßkontrolle sowie Anwesenheits-, Codes- oder Schriftkontrolle. Damit kommt die Bildverarbeitung an vielen Stellen zum Einsatz: von der Rohstoffprüfung über die Produktion bis hin zur Qualitätskontrolle. Sogar eine Analyse von DNA ist möglich.
Bei aiXtrusion verschmelzen Know-How aus Bilddaten mit Produktions- und Prozessparametern zu kompletten Systemen, die den gesamten Produktlebenszyklus abbilden: Durchgängigkeit aus einer Hand.
100% Kontrolle bei Trilux dank digitaler Bildverarbeitung:
Produktionskontrolle mit Hilfe einer Kamera
Das menschliche Auge ist in der Produktion und insbesondere in der Fertigungskontrolle noch immer ein wichtiger Faktor. Da, wo es an seine Grenzen stößt, hilft die Automatische Optische Inspektion (kurz AOI). AiXtrusion hat sich an seinem Standort in Aachen auf die Verfahren zur AOI spezialisiert und hat seit Kurzem beim Arnsberger Leuchtenunternehmen Trilux eine Kamera im Einsatz, die, verknüpft mit der entsprechenden Software, nicht nur das menschliche Auge unterstützt, sondern auch das Gehirn. Kamera und Software unterscheiden zuverlässig zahlreiche Varianten einer einzigen Leuchte.
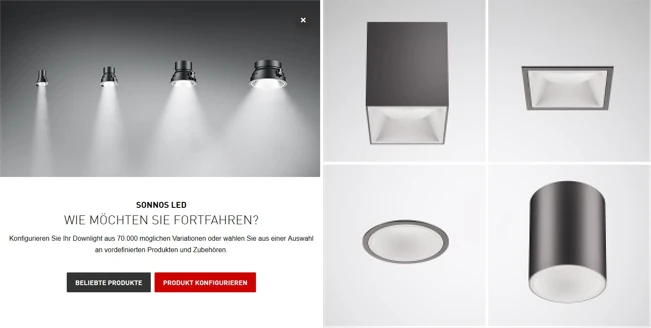
Die Trilux-Leuchte Sonnos ist modular aufgebaut. Sie kann sich somit allen Anforderungen, die an eine Downlight-Leuchte gestellt werden, anpassen. Nicht nur Gehäusegröße, Gehäuseform und die Linsenart, auch Farbtemperatur und Lichtfarben sind Teil des Baukastenprinzips. Aus der Masse an Kombinationsmöglichkeiten ergeben sich aktuell die 70.000 Varianten. Für einen Menschen ist es unmöglich, die Leuchte auf alle Komponenten zu prüfen. So sind zum Beispiel die Nuancen in der Lichtfarbe durch das menschliche Auge nicht eingrenzbar. Auch die eingesetzten COBs (Chip on Board), die die Lichtfarbe bestimmen, sehen zunächst identisch aus. Seit einiger Zeit übernimmt nun eine Kamera diese Aufgaben und unterscheidet die unterschiedlichen Komponenten zuverlässig. Die dazugehörige Software erkennt alle Kombinationen und kann die Leuchte mit der Bestellung abgleichen.
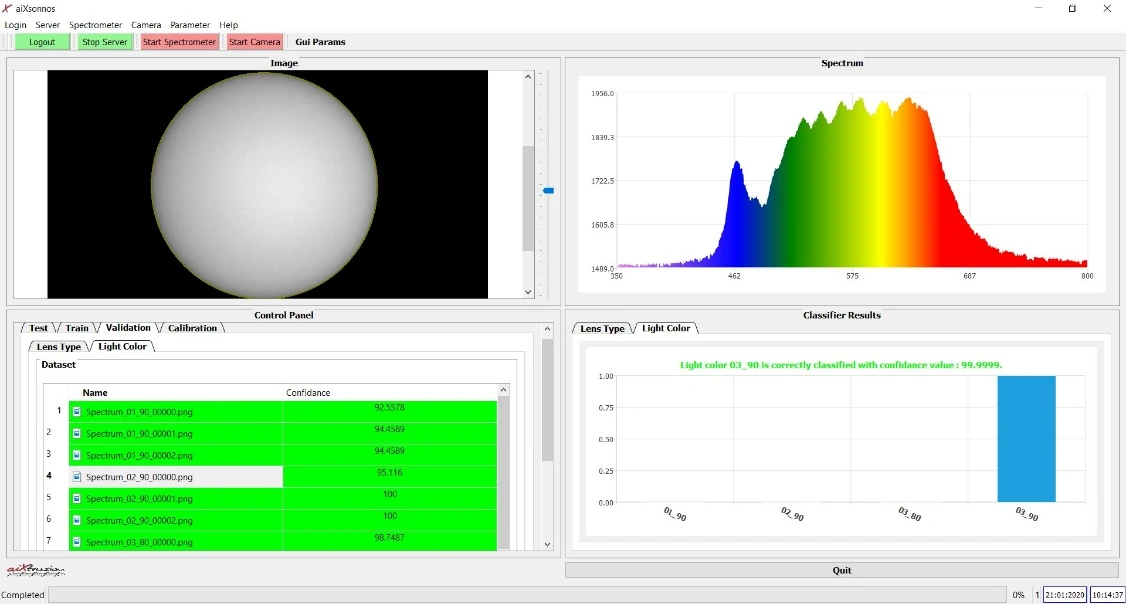
Der zuständige Mitarbeiter spannt die fertig montierte Sonnos in einen Halter und schließt sie an. In einem eingehausten Teil der Testvorrichtung sind eine Kamera und ein Spektrometer installiert. Wird die Leuchte eingeschaltet, können beide Messinstrumente im Lichtkegel alle relevanten Parameter bestimmen: zum Beispiel Linsengröße, Gehäuseform, Farbtemperatur, Lichtstärke, Schwenkbarkeit oder die Farbe der Abdeckringe. Durch Filter ist die Messvorrichtung abgedimmt auf einen bestimmten Wert. Die Leuchte kann damit mit voller Leistung untersucht werden und der Test ist unabhängig vom Umgebungslicht. „Auch neue Komponenten, die vielleicht in Zukunft hinzukommen, können ohne großen Aufwand integriert werden. Die Software ist offen gestaltet und lernt mit nur einer neuen Aufnahme alle Kombinationsmöglichkeiten“, erklärt Rainer Peters, Niederlassungsleiter bei aiXtrusion.

Durch SAP werden die Komponenten einer Bestellung an die Testsoftware übermittelt. Diese vergleicht dann ihre Ergebnisse mit der bestellten Leuchte. Gibt es Abweichungen, meldet das Programm nicht nur einen Fehler, sondern kann auch genau bestimmen, welches Bauteil falsch ist. „Das bringt eine enorme Erleichterung für unsere Mitarbeiter in der Fertigungskontrolle. Fehlbestellungen sind damit nahezu ausgeschlossen“, berichtet Sebastian Dombrowski, Projektmanager bei Trilux. „Dadurch können wir unseren Kunden ein sehr individuelles, passgenaues Produkt bieten, verringern die Retourenquote und steigern die Kundenzufriedenheit.“
Wulstüberwachung mit IR Kameratechnik
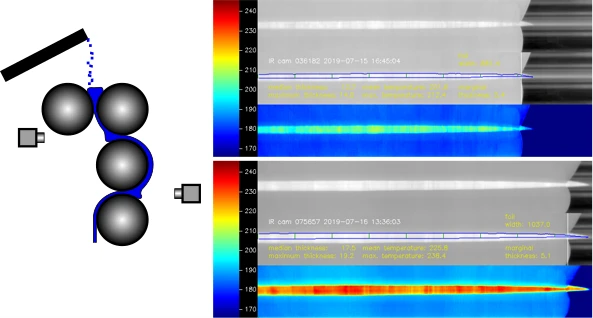
Polyvinylchlorid ist vor allem unter seiner Abkürzung PVC bekannt und wird zum Beispiel für die Herstellung von Bodenbelägen, Klebebändern, Rohren, Zelten, Folien, Schallplatten oder im Fahrzeug- und Möbelbau eingesetzt. Der Herstellungsprozess ist komplex. Um eine homogene Masse und schließlich ein gleichmäßiges Produkt entstehen zu lassen, muss mit hohem Druck gearbeitet werden. Dicke PVC-Folien entstehen in einem Kalander. Das geschmolzene Material wird in einen Spalt eingebracht und die Folie über mehrere Walzen geführt, die sie immer gleichmäßiger und dünner werden lassen. Das Problem dabei ist, dass vor jedem Walzenspalt ein Materialüberhang entsteht, ein sogenannter Wulst. Dieser rotiert und wird nach und nach mit eingezogen. Da der Prozess nicht an allen Stellen konstant ist, kann der Wulst plötzlich weglaufen. Durch den wegfallenden Druck können die Walzen abrupt aufeinander schlagen und beschädigt werden. Ziel ist es deshalb, den Wulst im Prozess sowohl in seiner Größe als auch in der Temperaturverteilung möglichst konstant zu halten.
Für diesen Zweck setzt aiXtrusion nun eine Infrarot-Kamera ein, die Größe und Temperatur kontinuierlich bestimmt. Bisher geschah die Einstellung der Größenverteilung rein visuell und die Temperaturverteilung wurde nur punktuell mit Hilfe von Pyrometern erfasst. Die Infrarot-Kamera ist in der Lage, innerhalb weniger Millisekunden den kritischen Betriebszustand zu erkennen und der Maschine das Signal zum Abschalten des Anpressdrucks zu geben.
„Dabei bleiben wir mit unserer Software komplett flexibel“, erklärt Rainer Peters, Niederlassungsleiter bei aiXtrusion in Aachen. „Wir können sowohl unterschiedliche Positionen für eine Messung als auch verschiedene Bereiche für eine Mittelwertbildung bei der Temperaturmessung definieren. Damit können wir unser AOI-System schnell an unterschiedliche Anforderungen anpassen.“ Die Messwerte werden über eine OPC-UA Schnittstelle ausgelesen. Der Messkopf mit der Kamera ist aktiv gekühlt und damit auch vor Materialablagerungen geschützt. Die Rechnereinheit kann ganz einfach platzsparend im Schaltschrank montiert werden. Pro Einheit sind bis zu vier Messköpfe möglich. Die Schnittstelle kann sämtliche Parameter, aber auch Bilder übertragen.
„Ein toller Nebeneffekt, der erst im Nachgang sichtbar wurde, ist, dass unsere Daten hervorragend zur Energieeinsparung genutzt werden können“, erklärt Peters. „Dadurch, dass wir alle Prozessstufen erfassen, können jetzt Regelkreise entstehen.“ Ist der Wulst zum Beispiel schon sehr dünn, kann der Druck verringert werden. „So wird der gesamte Prozessablauf ideal anpassbar.“
Haben Sie ebenfalls kritische Betriebszustände in Ihrer Produktion oder Probleme, einzelne Parameter zu erfassen? Mit Hilfe von AOI ist viel möglich.
Sprechen Sie uns an. Gemeinsam entwickeln wir eine Lösung für Ihr Problem.
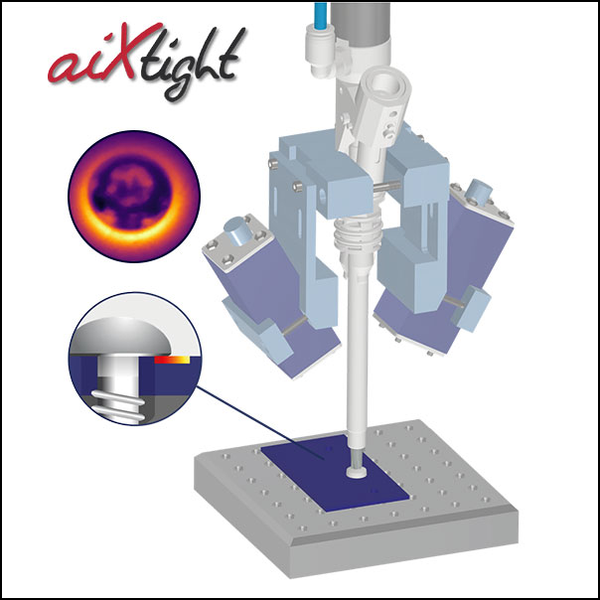
Zur optimalen Schraubenverbindung dank aiXtight Patentiertes Messverfahren zur 100%-Prüfung der Schraubenkopfauflage
Um Bauteile optimal mittels Schrauben zu verbinden, müssen zahlreiche Einflussfaktoren berücksichtigt werden. Schrauben, Bohrlöcher, als auch die Bauteile selbst, unterliegen gewissen Toleranzen. Hinzu kommen verschiedene Oberflächen und Materialpaarungen. Die aktuell eingesetzten drehmomentgesteuerten Industrieschrauber können diese unterschiedlichen Rahmenbedingungen nur unzureichend berücksichtigen. Das Ergebnis sind unzureichend befestigte Bauteile, bei denen die Schraubenverbindung locker ist. Mit der Inspektionsmethode von aiXtrusion werden fehlerhafte Schraubenverbindungen direkt bei der Montage erkannt und können somit vor der Auslieferung ausgesondert werden.
Hier erhalten Sie alle Informationen
Sehen Sie auch: